

















21 Fr
TECHNIQUE POUSSER-TIRER
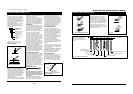
Le type et l’épaisseur de l’objet de
travail détermine le placement de la
buse du pistolet. Pour les matériaux
minces (calibre 18 et plus), pointer la
buse en avant de la flaque et pousser
la flaque à travers l’objet de travail.
Pour l’acier plus épais, diriger la buse
dans la flaque afin d’augmenter la
pénétration de la soudure. Ceci est le
technique de coup de revers, technique
tirer (Voir Figure 10).
Figure 9 -Passes Multiples de Soudure
Figure 10
TIRER
POUSSER
Directives De Soudage (Suite)
Modèles WF2050, WF2054, WF2057 & WF2058
20 Fr
TYPE ET TAILLE DE FILS
Le choix correct du fil comprend une
variété de facteurs tels que la position
de soudage, matériel de l’objet de
travail, l’épaisseur, et la condition de la
surface. L’American Welding Society,
AWS, a organisé certaines exigences
pour chaque type de fil.
La classification AWS pour fil protégé
(Procédé FCAW) est une série de
numéros commençant avec la lettre E.
AWS E71T - GS ou E71T - 11 sont
recommandés pour ces soudeurs.
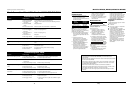
ANGLE DE SOUDURE
L’angle de soudure est l’angle de la buse
pendant le soudage. L’utilisation de
l’angle correct assure la pénétration et la
formation du cordon de soudure exigé.
L’angle de soudure est très important
pour les positions de soudure différentes
afin de produire une bonne soudure.
L’angle de soudure comprend deux
positions - l’angle de déplacement et
l’angle de travail.
L’angle de déplacement est l’angle situé
dans la ligne de la soudure et peut être
variable de 5º à 45º du vertical selon les
conditions de soudage.
L’angle de travail est l’angle de
l’horizontal, mesuré aux angles droits à
la ligne de soudage. Pour la plupart des
applications, un angle de déplacement
de 45º et un angle de travail de 45º est
suffisant. Pour les usages spécifiques,
consulter un manuel de soudage à l’arc.
VITESSE DE FIL
La vitesse de fil est réglée par le bouton
sur le panneau d’avant. La vitesse doit
être “réglée” selon le taux auquel le fil
est fondu dans l’arc. Le réglage est une
des fonctions critiques du soudage
alimenté en fil. Le réglage devrait être
effectué sur un morceau de métal
d’essai qui est de même type et
épaisseur que celui qui doit être soudé.
Procéder avec la soudure avec une main
“traînant” la buse du pistolet à travers
de la pièce d’essai en réglant la vitesse
avec l’autre main. Une vitesse troplente
causera du crachement et le fil se
brûlera dans la pointe de contacte. (Voir
Figure 11) Une vitesse trop rapide peut
aussi causer un bruit de crachement et le
fil s’enfoncera dans la plaque avant de
se fondre. Un bruit constant de
bourdonnement indique que la vitesse
de fil est réglée correctement. Répéter le
procédé de réglage chaque fois qu’il y a
un changement de réglage de chaleur,
diamètre ou type de fil, type de matériel
ou épaisseur de l’objet de travail.
VITESSE DE DÉPLACEMENT
La vitesse de déplacement est la vitesse
que le fil est dirigé au long de la surface
de soudage. Le diamètre et le type de fil
à soudage, l’ampérage, position, et
épaisseur de l’objet de travail ont tous
un effet sur la vitesse de déplacement et
peuvent avoir un effet sur la qualité de
la soudure (Voir Fig. 11). Si la vitesse est
trop rapide, le cordon est étroit et les
ondulations du cordon sont pointus
comme indiqué. Si la vitesse est trop
lente, la soudure se tasse et le cordon est
haut et large.
ENLEVAGE DE SCORIE
Porter
des
lunettes protectrices approvées ANSI
(ANSI Standard Z87.1) et des vêtements
protecteurs pendant l’enlevage de la
scorie chaude. Le débris chaud et volant
peut causer de blessures aux personnes
dans l’endroit.
Après d’avoir complété la soudure,
attendre que les sections de soudage se
refroidissent. Une couche protectrice
!
AVERTISSEMENT
Directives De Soudage (Suite)
appelée scorie couvre le cordon de
soudure et empêche la réaction du
métal fondu avec les polluants dans l’air.
La scorie peut être enlevée une fois que
la soudure s’est refroidie et n’est plus
rouge. Enlever la scorie avec un marteau
à buriner. Frapper la scorie légèrement
avec le marteau et la dégager du cordon
de soudure. Finir avec une brosse
métallique. Enlever la scorie avant
chacune des passes multiples.
POSITIONS DE SOUDAGE
Il y a quatre positions de base de
soudage; plate, horizontale, verticale, et
aérienne. Le soudage dans une position
plate est la plus facile. La vitesse peut
être augmentée, le métal fondu coule
moins, une meilleure pénétration est
possible, et le travail est moins
fatiguant. Le soudage est effectué avec
le fil à un angle de déplacement de 45º
et un angle de travail de 45º.
Autres positions exigent autres
techniques tels que le tissage, passe
circulaire, et jogging. Un niveau de plus
grande compétance est exigé pour ces
soudures.
La soudure aérienne est la position plus
difficile et dangereuse. Le réglage de la
chaleur et la sélection du fil est variable
selon la position.
Tout le travail devrait être effectué dans
la position plate si possible. Pour les
applications spécifiques, consulter un
manuel technique de soudage.
PASSES DE SOUDAGE
Quelque fois il est nécessaire d’utiliser
plus qu’une passe pour remplir le joint
(Voir Fig. 8). Si les pièces sont épaisses, il
est peut être nécessaire de biseauter les
bords qui sont unis à un angle de 60º.
Enlever la scorie avant chaque passe.
Angle de Déplacement
Angle de Travail
5º - 45º
5º - 45º
Figure 7 - Angle de Soudure
E - 70 T - GS
Rigidité de la
soudure x 10,000
livres par pouces
carrés
Positions de soudage
(0 pour plate ou
horizontale, 1 pour
n’importe quelle
position)
Fil fourré en flux
tubulaire
Type de flux
Figure 8 - Cordons de Soudures en
Filet (Biseauté 60˚)
Finition
Base
Remplissage
Instructions D’Utilisation et Manuel de Pièces
Vitesse de fil trop rapide
Chaleur trop haute
Vitesse de fil trop lente
Chaleur trop basse
Vitesse de déplacement trop lente
Vitesse de déplacement trop rapide
Métal Commun
Figure 11 - Apparence de la Soudure
REMARQUE: La largeur (W) du
cordon de soudeur devrait être
approximativement deux fois le
diamètre de la baguette d’électrode
utilisée.
W
Chaleur, vitesse de fil et
vitesse de déplacement
ordinaires