


















USP 13
Installation of Punching Dies
Using Quick Release Die Clamp Assembly
When installing a punching die, be sure that the lower die support is wiped clean of dirt
and paper chips. The bottom of the die itself should be cleaned likewise. Wiping the top and
bottom of the die with a thin coating of oil is advisable.
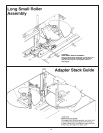
Place the die into the machine and align the three holes in the die with the three holes in the
lower die support bar.
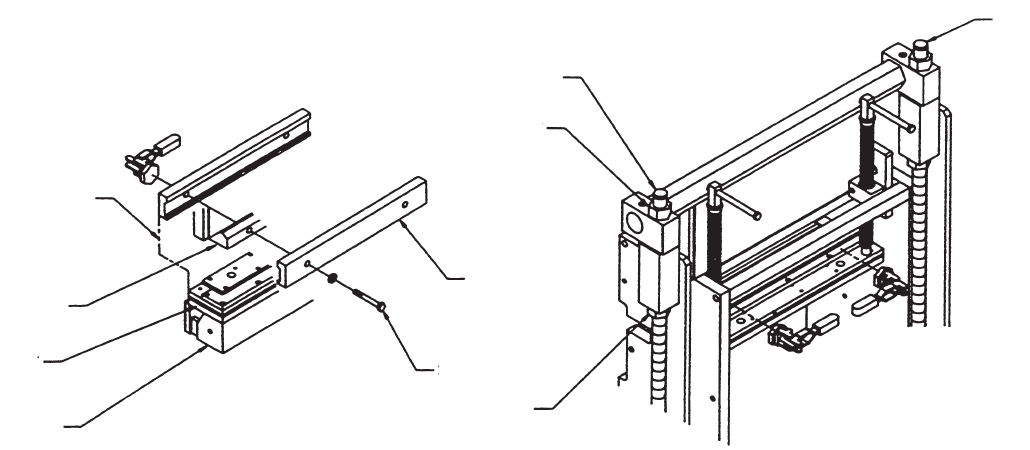
By turning the hand wheel, bring the punch head (#17) down until it touches the top of the
die. At this point the top of the punching die should be aligned with the punch head. This is
most easily done by making sure that the top of the head is flush over the entire length of the
die. Make sure die clamps are in position to clamp the die top plate, then clamp de with
clamp handles. Both handles should be facing inward toward each other.
Use the two quick release lock down bolts to secure the base of the punching tool to the
lower die support. Once the lock down bolts are tight, remove block of wood and bring head
down to bottom of stroke. Loosen both lock down bolts and then retighten the lock down
bolts. This assures the alignment between the top and the bottom of the punching dies.
Check to eliminate the possibility of any movement between the bottom of the punching die
and the lower die support.
Cycle the machine manually by turning the hand wheel to check for any binding or
misalignment.
The shortest pin should enter the die by .040. Adjust the depth by rotating the nuts on the
pull rod (Fig. 6). One turn of the nut equals .100 up or down. NOTE: Both nuts must be
adjusted equally, otherwise the parallel in between the punch head and the punching die will
be upset. This will cause damage to the punching die should the punching head not be
parallel.
4
15
Figure 5 Figure 6
17
ADJUSTING NUT
ADJUSTING NUT
PULL ROD
PULL ROD
S47
THESE SURFACES SHOULD
BE FLUSH OVER THE
LENGTH OF THE PUNCHING
DIE
PUNCHING DIE
LOWER DIE SUPPORT