



















F-36 PRO Laminator Operation Manual
Operation
© GBC Pro-Tech 1999 January
3-3
-#
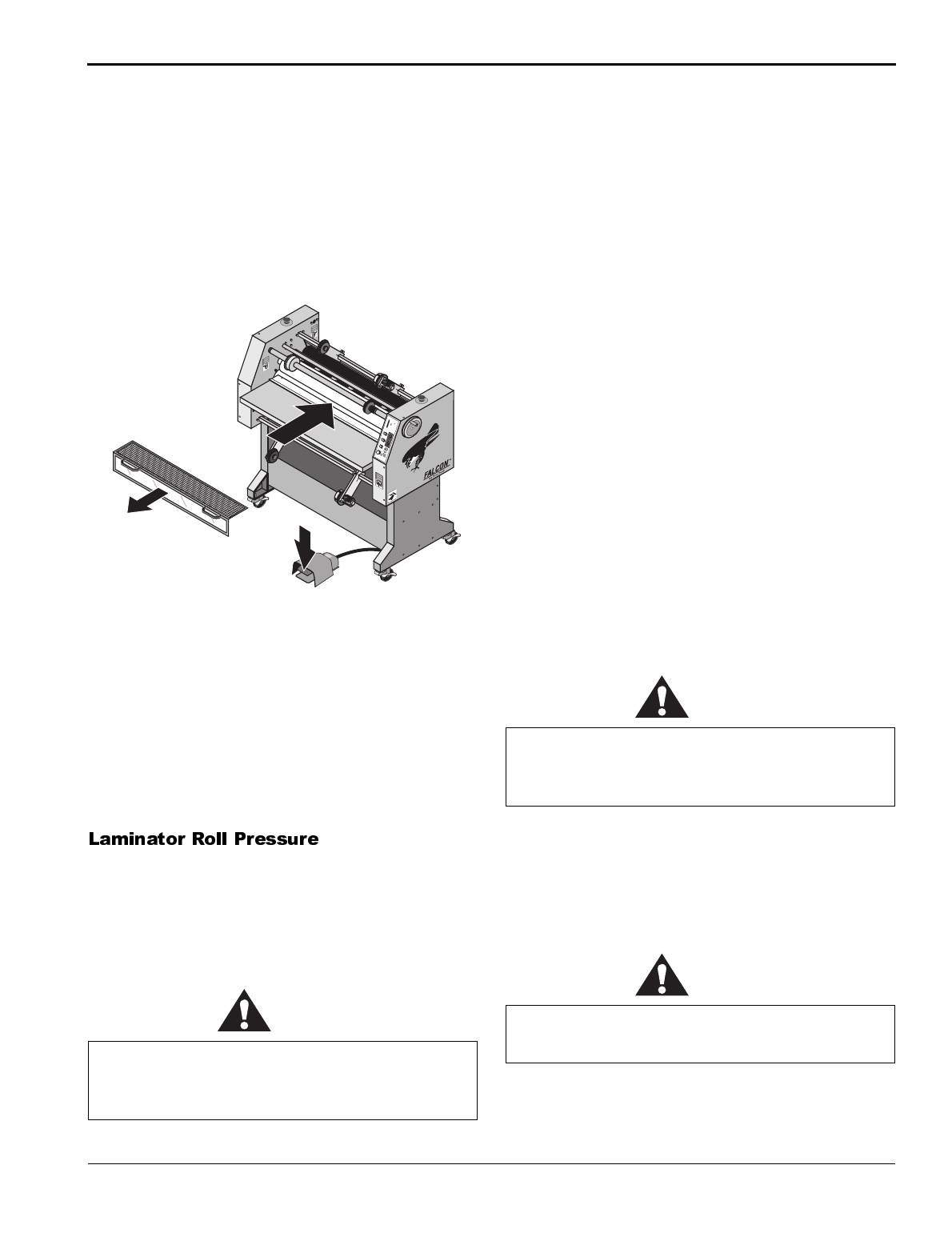
The footswitch on the F-36 PRO Laminator operates
much like the accelerator on an automobile. When the
mechanical guard is removed, use the footswitch to
feed material into the laminator at the rate you select by
pressing the footswitch. The more pressure you apply,
the faster the rolls turn. When you remove pressure
from the footswitch, the rolls stop.
Figure 3-4: Using the Footswitch
Setup of the F-36 PRO Laminator is quick and straight-
forward when instructions are followed exactly.
To adjust the nip, please see
Section 4: Maintenance
and Troubleshooting
.
Use only the minimum amount of roll pressure needed
to accomplish the task. While higher pressure can make
the adhesive bond faster, excess pressure can damage
the rolls. Wrinkles and bubbles have causes that gener-
ally cannot be cured by applying more pressure.
CAUTION
A typical roll pressure for soft substrates such as Foam-
core or Orca Board is 1/4 revolution of the laminating
roll crank.
A typical roll pressure for hard substrates is 1/2 revolu-
tion of the laminating roll crank.
A typical roll pressure for encapsulation is 1/2 revolu-
tion of the laminating roll crank.
*$#.
Film is loaded on the appropriate unwinds. Loading
and aligning the film are discussed later in this section.
For applications such as encapsulation, film is fed from
both the top and bottom feed unwinds.
The process of loading and aligning film is the same
for both the top and the bottom unwinds. There are two
important points to remember when loading film:
1. The adhesive side of the film must be oriented
away (on the outside) from the laminating roll.
Otherwise it will immediately bond to the roll,
creating a major clean-up project.
Films have a shiny side and a dull side. The dull
side is the one with the adhesive. The dull side
should ALWAYS face outward from the laminat-
ing roll.
CAUTION
2. The film must be centered on the unwind for best
performance. This is vital when two films are fed
together. If the two films are not aligned, feed
problems, wrinkles and other assorted troubles will
occur.
CAUTION
Excess pressure can damage the laminating rolls.
Minimum laminator roll pressure is consistent
with good results.
W
A
R
N
IN
G
A
C
H
T
U
N
G
MIS
E EN
G
ARDE
N
O
T
A
U
S
E
M
E
R
G
E
N
C
Y
S
T
O
P
A
R
R
E
T
D
'
U
R
G
E
N
C
E
N
O
T
A
U
S
E
M
E
R
G
E
N
C
Y
S
T
O
P
A
R
R
E
T
D
'
U
R
G
E
N
C
E
1
8
16
4
8
1
2
10
8
6
4
2
0
5
0
7
5
1
0
0
1
2
5
1
5
0
1
7
5
2
0
0
2
2
5
2
5
0
2
7
5
3
0
0
O
U
T
H
I
L
O
P
R
O
T
E
C
H
°
F
0
0
1
-
1
3
3
5
0
7
5
1
0
0
1
2
5
1
5
0
1
7
5
2
0
0
2
2
5
2
5
0
2
7
5
3
0
0
O
U
T
H
I
L
O
P
R
O
T
E
C
H
°
F
0
0
1
-
1
3
3
p
s
i
1
0
0
9
0
8
0
7
0
6
0
5
0
4
0
3
0
2
0
1
0
k
P
a
7
0
0
6
3
0
5
6
0
4
9
0
4
2
0
3
5
0
2
8
0
2
1
0
1
4
0
7
0
W
A
R
N
I
N
G
A
C
H
T
U
N
G
M
I
S
E
E
N
G
A
R
D
E
©
1
9
9
4
H
a
z
a
r
d
C
o
m
m
u
n
i
c
a
t
i
o
n
S
y
s
t
e
m
s
,
I
n
c
.
8
0
0
-
7
4
8
-
0
2
4
1
Remove
Guard
Feed
Material
Into Nip
W
A
R
N
I
N
G
A
C
H
T
U
N
G
M
I
S
E
E
N
G
A
R
D
E
Press
Footswitch
(variable
speed)
Always mount the film so that the adhesive side
faces outward from the laminating roll. This
prevents hours of roll cleaning.
Carefully align the two films being fed into the
nip. If not, you will obtain poor results.