



















9
LEARNING TO WELD
9
MACHINE SET UP FOR THE GMAW (MIG)
PROCESS
1. See APPLICATION CHART in the OPERATION
section or Application Chart on the inside of wire
feed section door for selection of welding wire and
shielding gas, and for range of metal thicknesses
that can be welded. Also setting the proper con-
trols, Drive Roll Orientation and Output Polarity.
2 Set the “Voltage” and “Wire Speed” controls to the
settings suggested on the Application Guide for the
welding wire and base metal thickness being used.
The voltage control is marked “V” and the wire feed
speed is marked with the icon “olo.’’
3 Check that the polarity is correct for the welding
wire being used. Set the polarity for DC(+) when
welding with the GMAW (MIG) process. See
INSTALLATION section of the Operators Manual
for instructions for changing polarity.
4. Check that the gas nozzle and proper size liner
and contact tip are being used and that the gas
supply is turned on. If adjustable, set for 30 to 40
cubic feet per hour (7 to 10 l/min..) under normal
conditions, increase to as high as 45 CFH (17
I/min.) under drafty (slightly windy) conditions.
5. Connect work clamp to metal to be welded. Work
clamp MUST make good electrical contact to the
work piece. The work piece must also be grounded
as stated in the “Arc Welding Safety Precautions”
at the beginning of the Instruction Manual which is
supplied with each welder.
WELDING TECHNIQUES FOR THE GMAW
(MIG) PROCESS
Four simple manipulations are of prime importance
when welding. With complete mastery of the four,
welding will be easy. They are as follows:
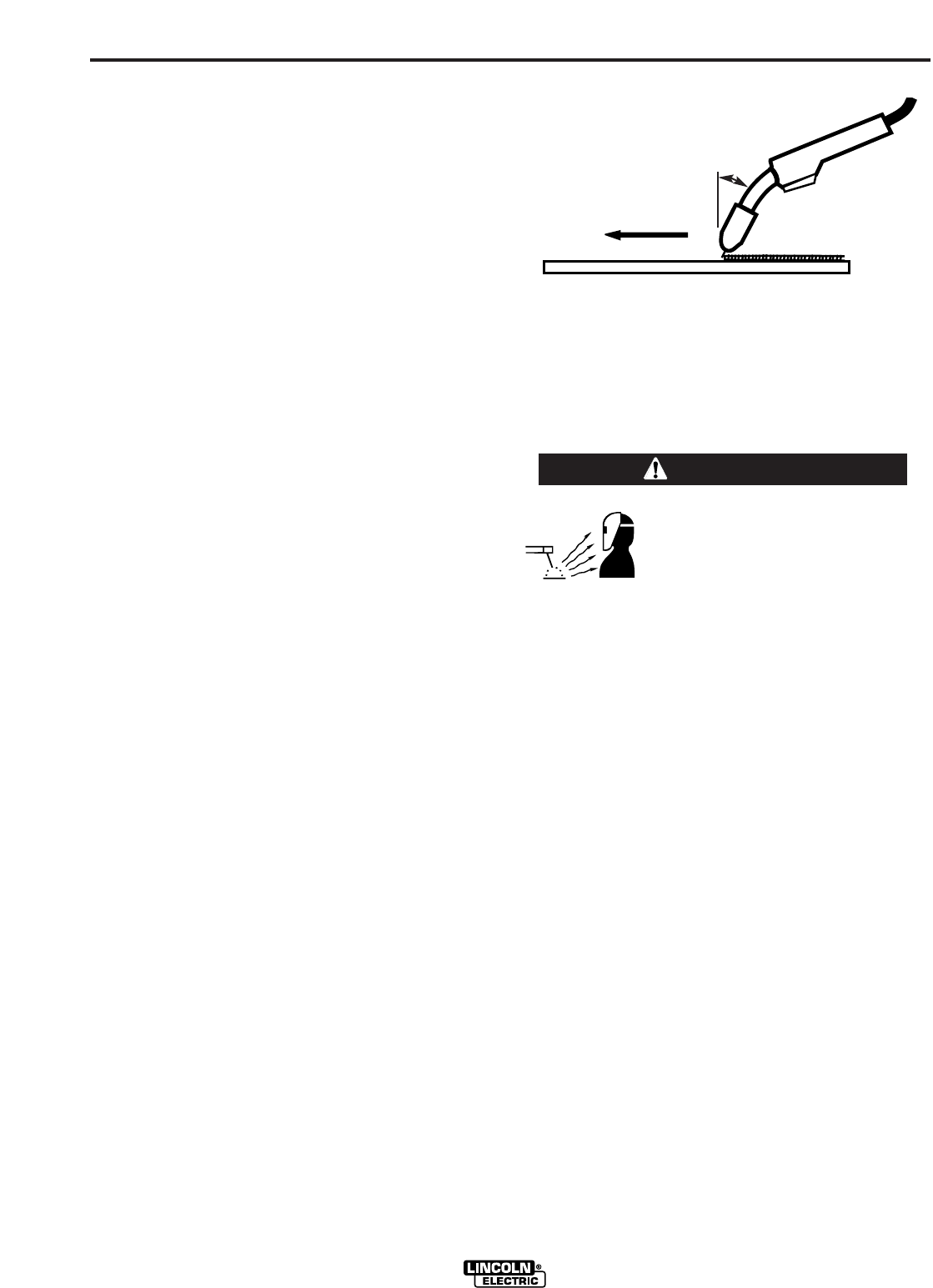
1. The Correct Welding Position
Figure 17 illustrates the correct welding position for
right handed people. (For left handed people, it is
the opposite.)
When GMAW (MIG) welding on sheet metal, it is
important to use the “forehand” push technique.
Hold the gun (of the gun and cable assembly) in
your right hand and hold the shield with your left
hand. (Left handers simply do the opposite.)
FIGURE 17
When using the GMAW process on light gauge mater-
ial, weld from right to left (if you are right handed).
This results in a colder weld and has less tendency for
burn through.
2. The Correct Way To Strike An Arc
ARC RAYS can burn eyes and skin.
When using an open arc process, it
Is necessary to use correct eye,
head and body protection.
Protect yourself and others, read
“ARC RAYS can burn” at the front
of the Instruction Manual supplied
with welder.(ANSI Z.49.1-88)
-----------------------------------------------------------------------
1. Be sure the work clamp makes good electrical con-
tact to the work.
2. Position gun over joint. End of wire may be lightly
touching the work.
3. Position face shield to protect face and eyes, close
gun trigger, and begin welding. Hold the gun so
that the contact tip to work distance is about 3/8 to
1/2 inch (10 – 12 mm).
4. To stop welding, release the gun trigger and pull
the gun away from the work after the arc goes out.
5. A ball may form at the tip end of the wire after
welding. For easier restrikes, the ball may be
removed by feeding out a few inches of wire and
cutting off the end of the wire with wire cutters.
6. When no more welding is to be done, close the
valve on the gas cylinder, momentarily operate the
gun trigger to release gas pressure, then turn off
the machine.
WARNING
15°-20°
Push