



















9
APRENDIENDO A SOLDAR
9
CONFIGURACIÓN DE LA MÁQUINA PARA EL
PROCESO GMAW (MIG)
1. Consulte DIAGRAMA DE APLICACIÓN en la sec-
ción de OPERACIÓN o Diagrama de Aplicación en
el interior de la puerta de la sección de ali-
mentación de alambre para la selección del alam-
bre de soldadura y gas protector, y para el nivel de
grosor de metal que puede soldarse. Al tiempo
que configura los controles adecuados,
Orientación del Rodillo Impulsor y Polaridad de
Salida.
2 Establezca los controles de “Voltaje” y “Velocidad
de Alambre” para las configuraciones sugeridas en
la Guía de Aplicación para el alambre de soldadura
y grosor de metal base que está siendo utilizado.
El control de voltaje está marcado con una “V” y la
velocidad de alambre con “olo”.
3 Verifique que la polaridad sea la correcta para el
alambre de soldadura que se está utilizando.
Establezca la polaridad para CD (+) al soldar con el
proceso GMAW (MIG). Consulte la sección de
INSTALACIÓN del Manual del Operador para cono-
cer las instrucciones para el cambio de polaridad.
4. Verifique que se utilice la tobera de gas y el
tamaño adecuados de la guía de alambre y punta
de contacto y que el suministro de gas esté encen-
dido. Si se puede ajustar, establézcalo a 30 a 40
pies cúbicos por hora (7 a 10 l/min.) bajo condi-
ciones normales, aumente a tan alto como 45 CFH
(17 I/min.) bajo condiciones con corrientes de aire
(ligeramente húmedas).
5. Conecte la pinza de trabajo al metal que va a sol-
dar. La pinza de trabajo debe hacer un buen con-
tacto eléctrico con la pieza de trabajo. Asimismo, la
pieza de trabajo debe aterrizarse como se
establece en “Precauciones de seguridad de
Soldadura de Arco” al principio del Manual de
Instrucción el cual se proporciona con la soldadora.
TÉCNICAS DE SOLDADURA PARA EL PROCESO
GMAW (MIG)
Existen cuatro aspectos simples de vital importancia
para soldar. Si se dominan completamente, soldar
será muy fácil. Son los siguientes:
1. Posición Correcta para Soldar
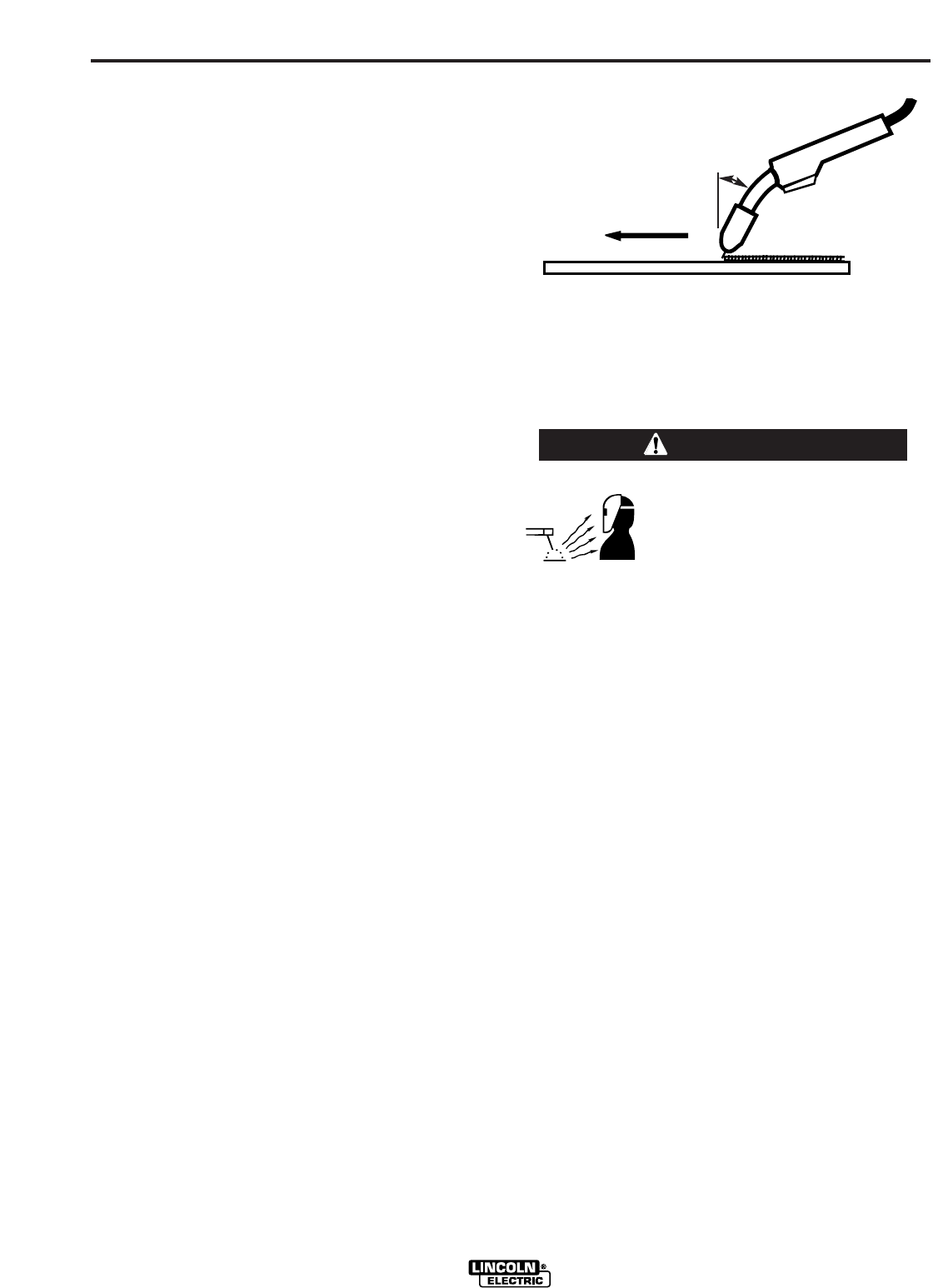
La Figura 17 ilustra la posición correcta de sol-
dadura para los diestros. (Para las personas zur-
das, se hace lo contrario).
Cuando se utiliza el proceso de soldadura GMAW
(MIG) en una hoja de metal, es importante aplicar
la técnica de empuje “hacia adelante”.
Sujete la antorcha (del ensamble de la antorcha y
del cable) con su mano derecha y con la izquierda
sujete la careta. (Las personas zurdas simple-
mente hagan lo contrario),
FIGURA 17
Cuando se utiliza el proceso GMAW en un material de
calibre ligero, suelde de derecha a izquierda (si es
diestro). Esto da como resultado una soldadura más
fría y disminuye las posibilidades de quemadura.
2. Forma Correcta de Iniciar un Arco
Los RAYOS del ARCO pueden que-
mar los ojos y la piel.
Al utilizar un proceso de arco
abierto, es necesario usar protec-
ción para ojos, cabeza y cuerpo.
Protéjase usted y a los demás, lea
“Los RAYOS del ARCO pueden
quemar” al frente del Manual de
Instrucción proporcionado a cada
soldador. (ANSI Z.49.1-88)
-----------------------------------------------------------------------
1. Asegúrese de que la pinza de trabajo haga buen
contacto eléctrico con la pieza de trabajo.
2. Coloque la antorcha sobre la unión. El extremo del
alambre puede tocar ligeramente el trabajo.
3. Use la careta para proteger su cara y los ojos, pre-
sione el gatillo de la antorcha y comience a soldar.
Sujete la antorcha de tal forma que la distancia
entre la punta de contacto y el trabajo sea de 3/8 a
1/2 pulgadas (10–12 mm ) aproximadamente.
4. Para dejar de soldar, libere el gatillo y separe la
antorcha del trabajo después de que se haya apa-
gado el arco.
5. Después de soldar, tal vez se forme una pequeña
bola en la punta del alambre. Para reinicios de
arco más sencillos, la bola puede eliminarse
desplazando un tramo de alambre y extrayendo
algunas pulgadas de alambre y cortando el
extremo con unas pinzas de alambre
6. Cuando no vaya a soldar más, cierre la válvula del
cilindro de gas, opere momentáneamente el gatillo
de la antorcha para liberar la presión del gas, y
después apague la máquina.
ADVERTENCIA
15°-20°
Empuje