



















5
APRENDIENDO A SOLDAR
5
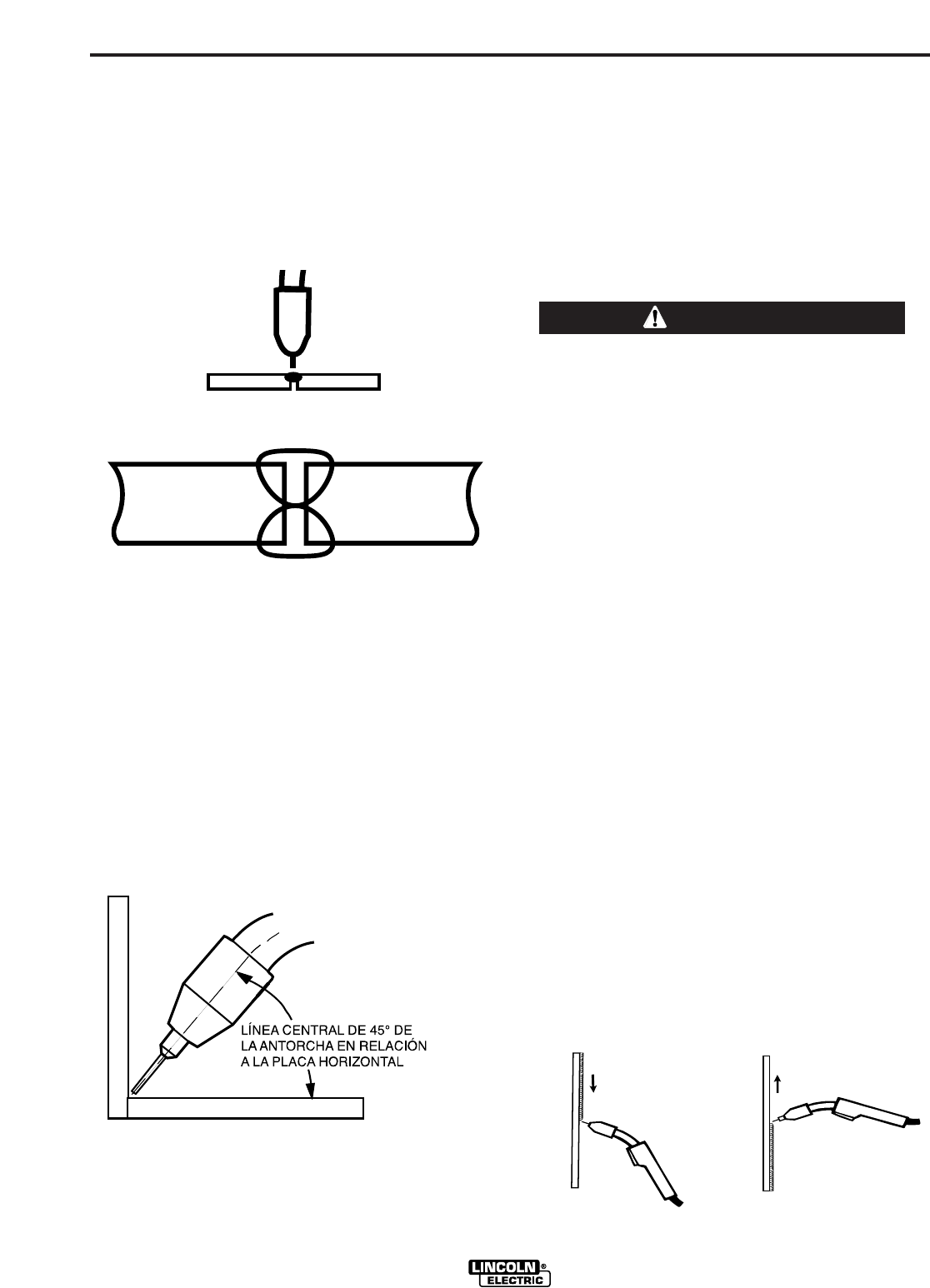
Penetración
Si la soldadura no penetra casi el 100% del grosor
del metal, entonces una soldadura a tope será más
débil que el material soldado. En el ejemplo que se
muestra en la Figura 7, la soldadura total penetró
sólo la mitad del grosor del material, por lo que será
aproximadamente la mitad de resistente que el metal.
FIGURA 7
FIGURA 8
En el ejemplo que se muestra en la Figura 8, la unión
ha sido soldada para que pueda obtenerse un 100%
de penetración. Si la soldadura se realiza adecuada-
mente, entonces será tan o más resistente que el
metal original.
Soldadura de Filete
Cuando se realizan soldaduras de filete, es muy
importante sostener el electrodo en un ángulo de 45°
entre ambos lados, o el metal no se distribuirá equi-
tativamente. Por lo general, la tobera de la antorcha
tiene un ángulo que facilita este proceso. Vea la
Figura 9.
FIGURA 9
Soldadura en Posición Vertical
La soldadura en posición vertical puede realizarse en
forma ascendente o descendente. La soldadura ver-
tical ascendente se utiliza cuando se desea una sol-
dadura más resistente y grande y material de 1/4”
(6.4 mm) y más grueso. La soldadura vertical
descendente se utiliza principalmente en hojas de
metal de 3/16” (4.8 mm) y materiales más delgados
que originan soldaduras más rápidas y de menor
penetración/
Utilizar esta unidad en materiales más gruesos
que los recomendados puede resultar en sol-
daduras de baja calidad. Las soldaduras pueden
parecer finas pero puede existir falta de fusión o
unión necesaria para dar una soldadura sólida.
Esto se denomina “Vaciado en Frío” o “empalme
en frío” y es similar a la soldadura en frío. Puede
resultar una falla en la soldadura.
-----------------------------------------------------------------------
Soldadura Vertical Ascendente y Aérea
Cuando se suelda en forma vertical y ascendente en
material de 1/4” (6.4 mm) y más grueso, el problema
es colocar el metal derretido donde se desea y lograr
que permanezca en esa posición. Si se sedimenta
demasiado metal derretido, la gravedad lo atraerá
hacia la tierra y hará que “gotee”. Por lo tanto, deben
seguirse ciertas técnicas.
Cuando sue lda fuera de posición, corra cordones
extendidos. No opere el gatillo, interrumpa el arco,
salga del charco de soldadura ni mueva demasiado
rápido en cualquier dirección. Utilice la Velocidad de
Alimentación de Alambre (WFS) en la parte más baja
del rango. En la Figura 10 se muestra la técnica ge-
neral y el ángulo de antorcha adecuado.
Generalmente, mantenga el electrodo en posición
casi perpendicular a la unión, según se muestra en la
figura. Si la porosidad se convierte en un problema,
tal vez sea necesario un ángulo máximo que
sobrepase al perpendicular.
FIGURA 10
ADVERTENCIA
ÁNGULO ADECUADO DE LA ANTORCHA PARA
EL PROCESO DE SOLDADURA GMAW
EN LA POSICIÓN VERTICAL DESCENDENTE
3/16 PULGADAS Y MÁS DELGADO
1/4 PULGADAS Y MÁS GRUESO
ÁNGULO ADECUADO DE LA ANTORCHA PARA
EL PROCESO DE SOLDADURA FCAW
EN LA POSICIÓN VERTICAL ASCENDENTE