



















23
Edge Shaping
When edge shaping, never attempt to hand guide
any stock less than 12 inches long, or narrower
than 3 inches without the use of a special guide as
shown in Figure 30.
When edge shaping, the work-
piece must be at least 12 inches long unless a
special guide is used.
1. Use the hold-ins and hold-downs as shown in
Figure 30 to firmly hold the workpiece down
and against the fence. If workpiece is too wide
for the hold-ins to be used, clamp a scrap
board to the table to substitute for the hold-ins.
2. Check the rotation of the cutter. Be sure to
feed workpiece against rotation of the cutter.
3. Feed the workpiece slowly and steadily with
firm, even pressure to make a smooth cut.
Important: The rate of feed depends on depth of
cut and experience of operator.
End Shaping
When end shaping narrow stock, it is important
that at least one half of the workpiece end be in
contact with either the in-feed or out-feed fence.
Use a guide similar to the one shown in Figure 31
which tightly clamps the scrap piece to the work-
piece and provides the necessary width.
End shaping a narrow work-
piece without a special guide could result in
the workpiece rocking into the cutterhead,
causing personal injury.
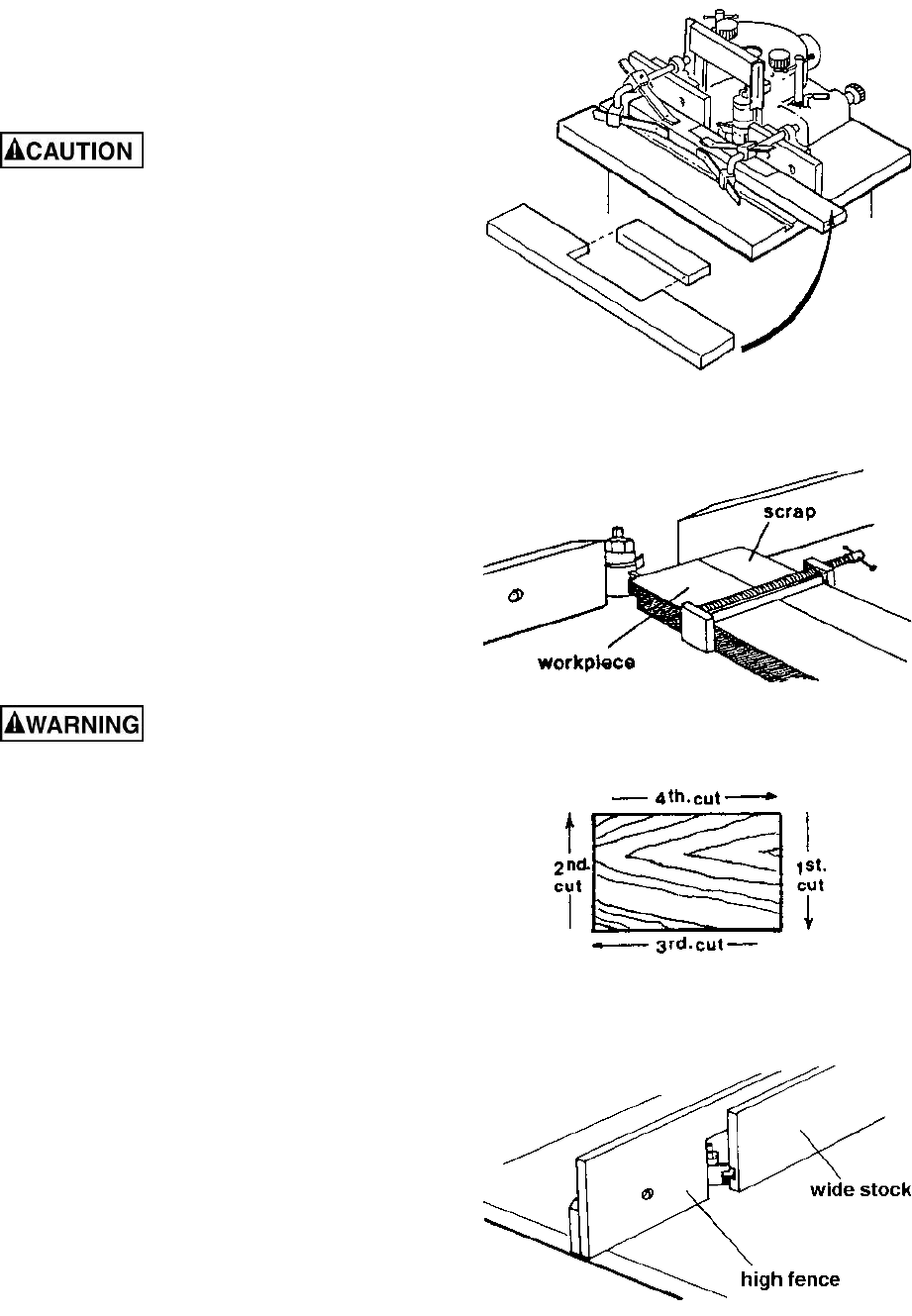
Shaping All Sides
Because cross grain shaping is more likely to
create chipping out and splinters on some woods,
it is good practice to first shape the cross-grain
sides. Any chipping that does occur is taken care
of by the with-grain cuts, as shown in Figure 32.
On-Edge Shaping
If the shaper fence does not firmly support wide
stock, use the T-slots in the fence to attach a
special rigid high fence as shown in Figure 33.
Note: Be sure the screw holes are countersunk in
the special fence to avoid interference with the
workpiece.
Figure 30
Figure 31
Figure 32
Figure 33