



















Page 24
iQ Series, Ultrasonic Hand Held Systems User’s Manual
Dukane Manual Part No. 403-583-00
CAUTION
Make sure the stack is prop-
erly assembled before it is
connected to the system. The
horn should never come in
direct contact with a metal x-
ture or anvil when ultrasound
is activated.
Control Keys
AMP
Set the ultrasound amplitude output level in the range of
20 to 100%. Typically amplitude is set to 100%.
TIME
Use this key to select time as the method of welding. Set
the weld time (seconds).
ENERGY
Use this key to select energy as the method of welding.
Set the weld energy (joules).
HOLD
Hold is a time period beginning after the weld portion
of the cycle is complete. The automation program holds
the probe in place applying pressure to the weld, and an
audible alarm indicates that the Hold time is nished. Hold
can be set to a maximum of 5.0 seconds.
ENTER
Press the ENTER key to select a menu item, and move to
the next level of the menu. Think of it as a “forward” key.
When pressed, it also conrms and stores a selection in
memory. It is also used to reset a latched condition.
Arrow Keys
Press the right and left arrow keys to move the cursor to
the right or left.
+ and - Keys
Press these keys to increase or decrease the value of a
selected digit.
CANCEL
Press CANCEL to return to the previous screen. Think of
it as a “back” key. Press this key when you do not want to
store the selection in memory.
System LCD Display
This high resolution, multi-line display provides a clear
graphic interface to the operate and in-cycle screens
needed to monitor and program the system.
Power Bar Graph
The Power Bar Graph appears at the bottom of the
LCD display. It contains 20 segments that represent the
generator’s range of power from 0% at the far left of
the bar graph to 100% of power at the far right. Each
segment equals 5% of the total.
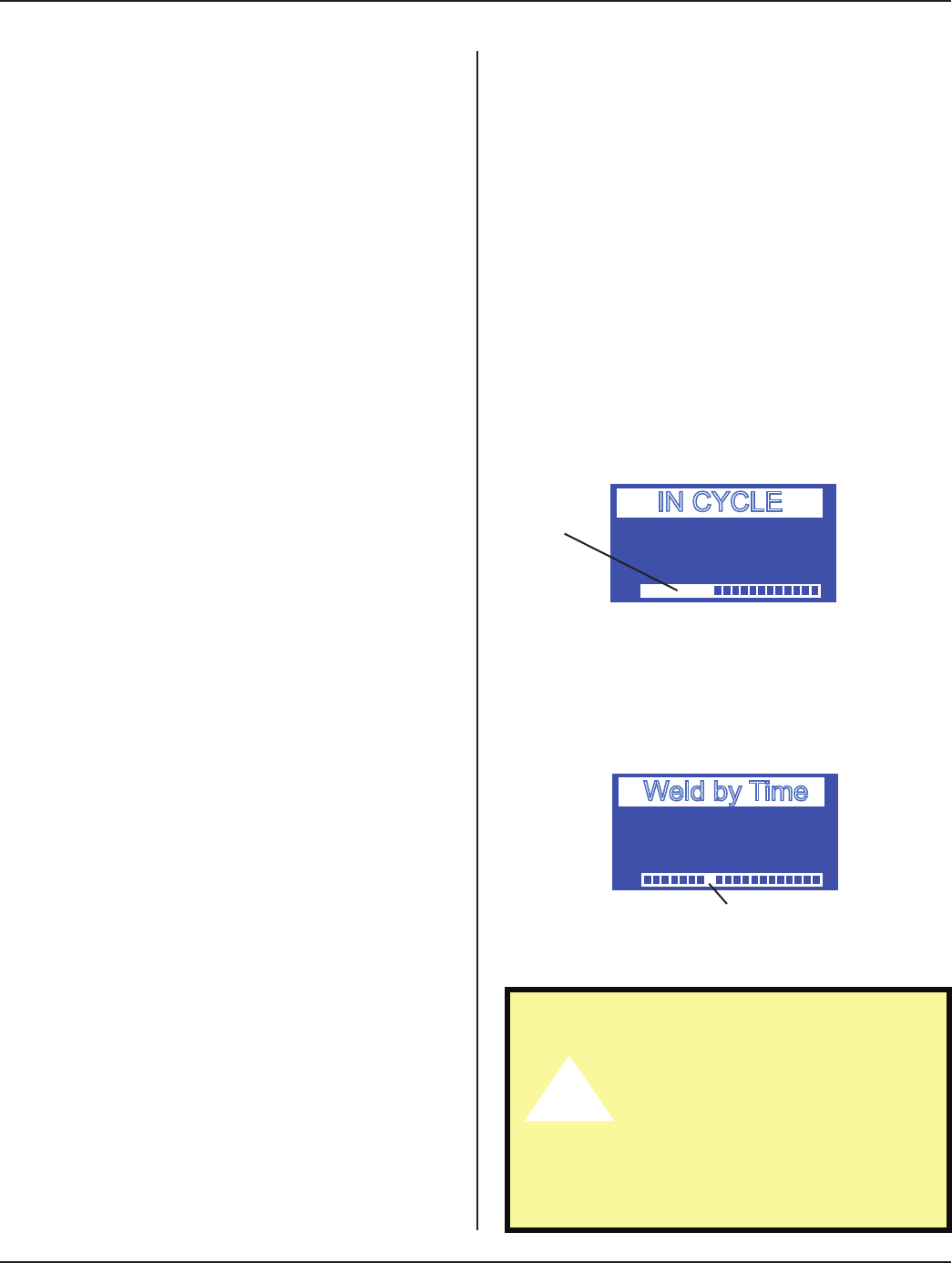
In the example below, 40% of the available power is used
during the weld cycle. The display shows an In Cycle
screen (while ultrasound [U/S] is active).
IN CYCLE
Frequency: 40087 Hz
Power: 225 W
# 2
40% of
power used
In Cycle
screen
Operate
screen
In the example below, 40% of the generator power was
the maximum (peak) power delivered in the previous
weld. The display shows an Operate screen (while U/S is
inactive).
Weld by Time
Weld Time 1.500 S
Weld Energy 301 J
# 1
40% of power delivered in previous weld
Figure 4-1A Power Bar Graph - In Cycle
Figure 4-1B Power Bar Graph - Operate
Continued