



















On the Process Settings tab, select Weld > Method,
Parameter, and Max Time.
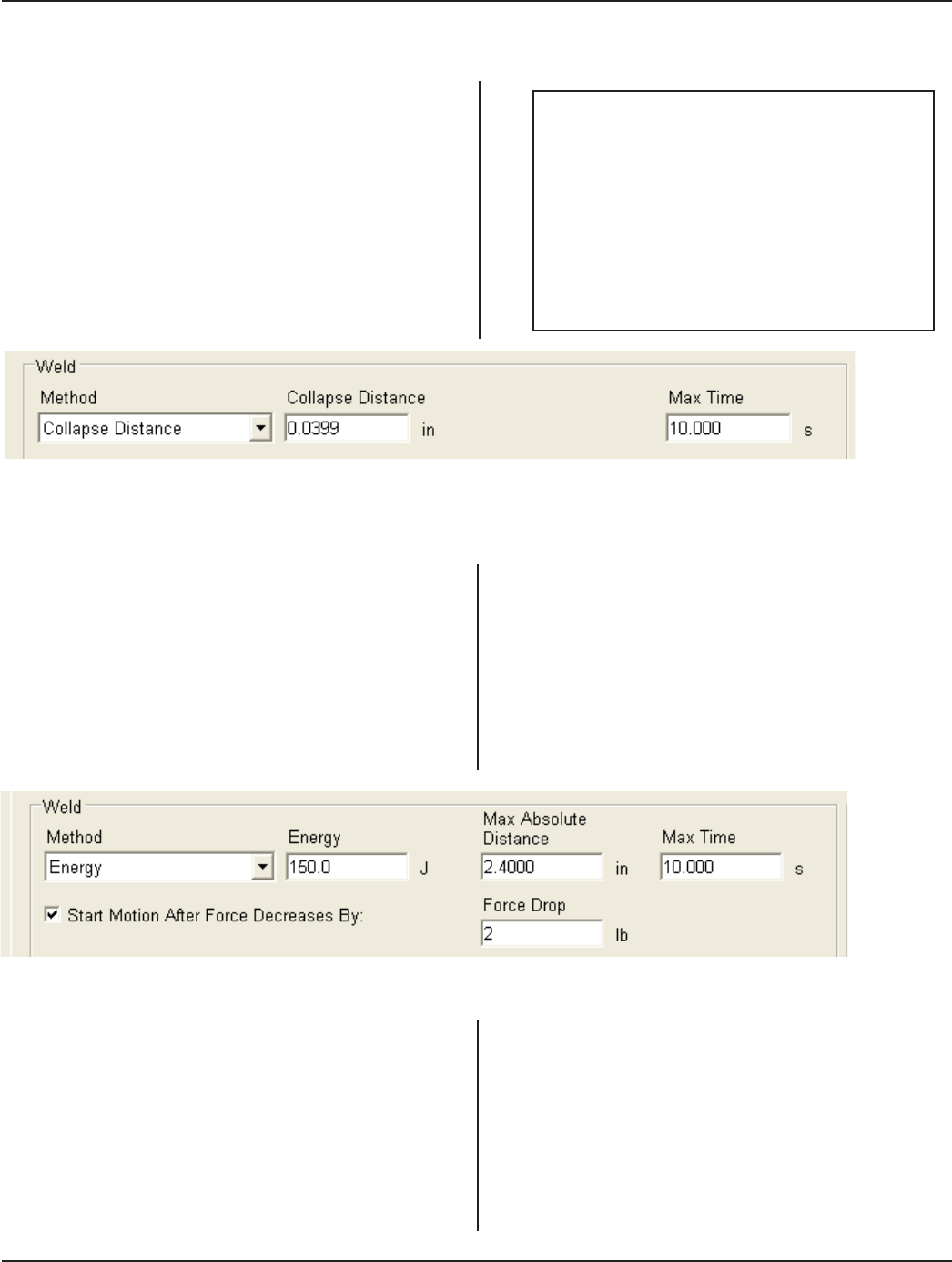
Collapse Distance - The distance the welder advances
once programmed trigger force is reached. Usually the dis-
tance is the height of the energy director, or shear joint of
the part being welded.
Max Time - A secondary weld characteristic offering a
measure of safety. If the programmed parameter is not
achieved (as in the example shown in Figure 4-14) within
10 seconds, the system will fault.
Figure 4-14 iQ Explorer, Weld > Method > Parameter > Max Time
,
Programming these weld parameters
is similar to programming the DPC
IV Plus or other pneumatic systems.
Weld methods are: Time, Collapse
Distance, Absolute Distance, Energy
and Peak Power.
NOTE
Continuing with the Process Settings tab. . .
See Figure 4-15.
This patented feature is found only on Dukane's servo
press systems. If the feature is selected, the system will
stop motion once the desired Trigger Force is achieved.
The ultrasound will be initiated at this moment. Once
the programmed force drop is detected, the motion will
continue. This is the basis for Dukane's exclusive Melt-
Match™ technology.
Figure 4-15 iQ Explorer, Start Motion After Force Decreases By:
Benets - Figure 4 -15 illustrates that motion of the
thruster will not continue unless the system detects that
the trigger force has decreased by 2 pounds. In theory,
this force drop will occur as the plastic starts to melt. The
benet of this option is signicantly less stress on the
parts and stronger weld bonds.
Servo Step 10 - Program Weld Characteristics
Servo Step 11 - Program Start Motion After Force Decreases By:
Page 49
Dukane Manual Part No. 403-575-00
Section 4 - Operation