



















Pneumatic Step 9 - Process Settings > Pressure
Figure 4-34 iQ Explorer > Process Settings > Post Weld > Pressure
For systems equipped with the Electronic Pressure
Regulator option, weld pressure parameters need to be
programmed in this section of the Process Settings
page. See Figure 4-34.
Downstroke - This is the approach pressure before
Trigger. For a basic setup, program a value here equal to
Pressure 1.
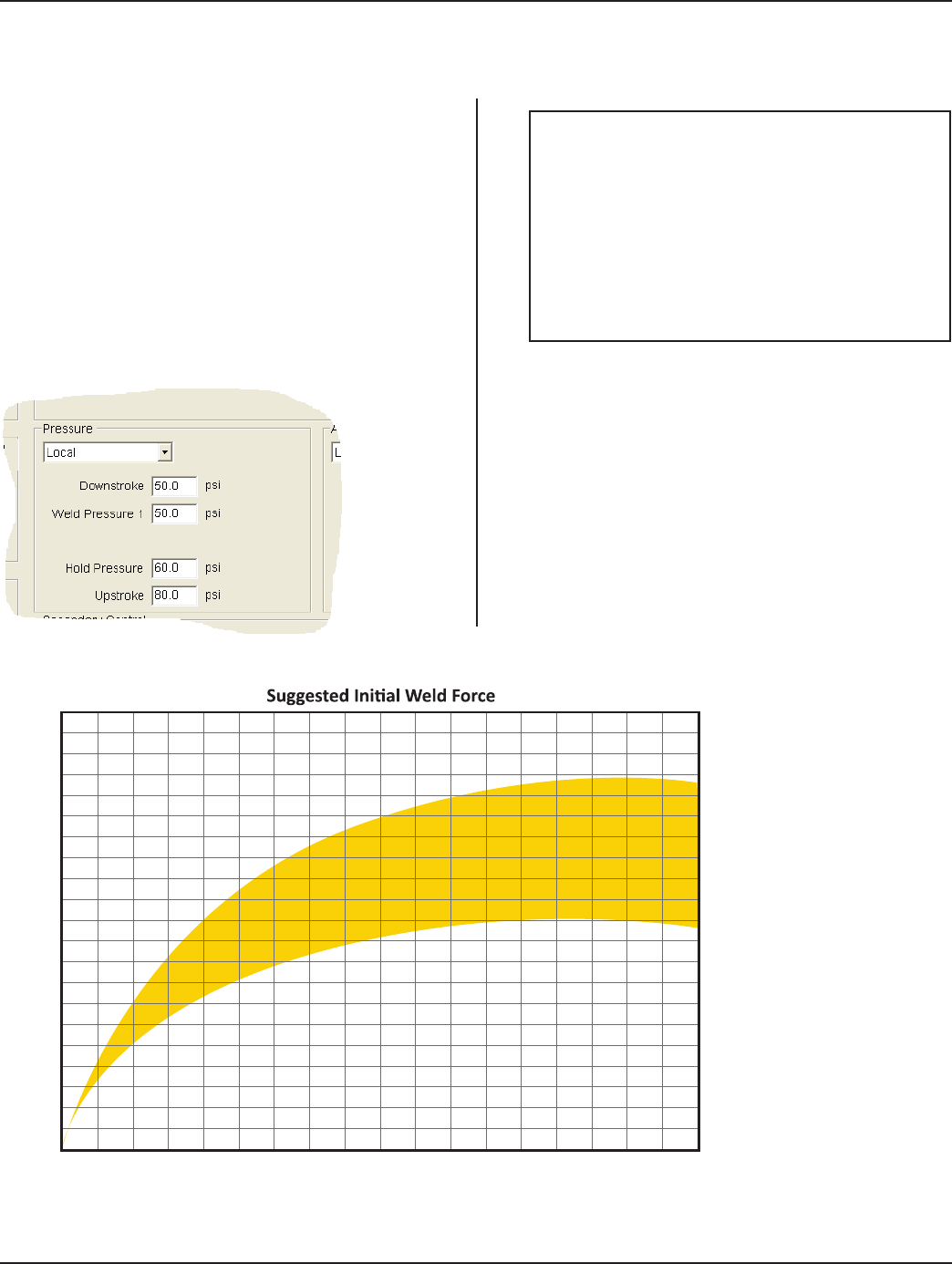
Weld Pressure 1 - Program a pressure value based
on the force requirement suggested in the Initial Weld
Force chart. See Table 4-I and Figure 4-35.
NOTE
Downstroke pressure must be pro-
grammed so that enough force will be
available to achieve the programmed
Trigger Force. If there is not enough
downstroke pressure, it may cause the
system to fault at Max Trigger Time.
Continued
Figure 4-35 Suggested Initial Weld Force
500
450
400
360
340
320
300
280
260
240
220
200
180
160
140
120
100
80
60
40
20
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36
Force (pounds)
Linear Weld Joint (inches)
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36
500
150
400
360
340
320
300
280
260
240
220
200
180
160
140
120
100
80
60
40
20
0
Page 62
iQ Series Ultrasonic Generator/Power Supply ES User’s Manual
Dukane Manual Part No. 403-575-00