



















9. Quick Open Function
------------------------------------------------------------------------------------------------
----------------------------------------------------------------------------------------
9 - 2
9.1 FUNCTION SUMMARY
OUTLINE
In case of teaching a work program of arc welding, it is required to set a detailed
arc exclusive function such as weaving, Retry/Restart and welding machine's
characteristic as well as welding relating condition such as voltage and current. And
there's also several cases to need to check the step or auxiliary point's position
basically. The conditions related with arc welding are managed as files inner controller,
so there are needs to have functions to edit these condition files in easy and quick
way. Because of these reasons, Quick Open function can be an answer that can check and
change in controlling the key just once.
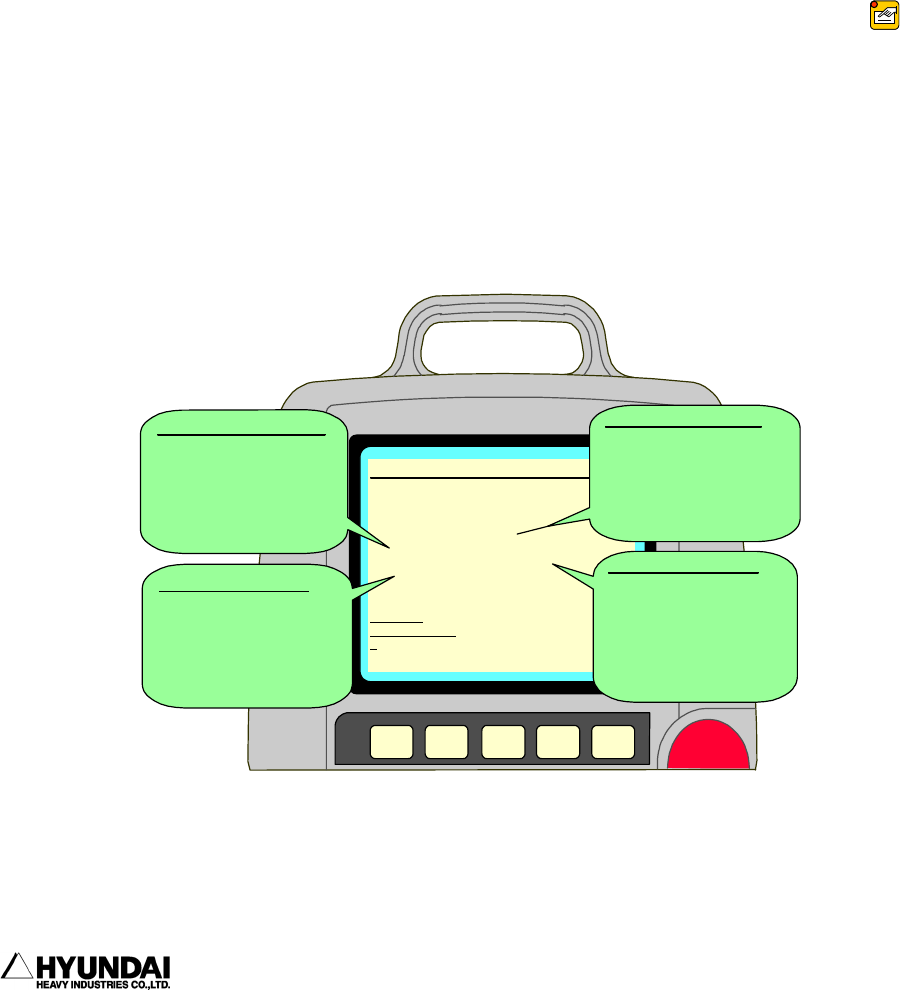
If taking a welding start condition for an example, if pressing [Quick Open] key(
)
when cursor is on the ARCON instruction statement which is used for Arc On, condition
number's contents in welding start condition are displayed using in present instruction
statement, and you can check and change the contents detailed in this screen. As well,
if there is an other condition file related with present condition file, it's possible
to move immediately. In other words, it is function that check and change the relating
contents detailed such as condition file or step position which is related with specific
instruction statement in easy and quick way.
In a specific instruction statement, if you press [QuickOpen] key, the relating file
or detailed contents are displayed. When it ends after saving, press "Complete"[PF5],
when it ends without saving, press [Cancel].
T_P100
PF1 PF2 PF3 PF4 PF5
비상정지
14:39:38 *** M A N U A L *** A:0 S:H4
T=0
Robot:H6, 6axes, 4steps
S1 MOVE L, S=50%, A=0, H=0
S2 MOVE L, S=50%, A=0, H=0
WEAVON WEV#=1
ARCON ASF#=1
S3 MOVE L, S=40cm/min, A=0, H=0
ARCOF AEF#=1
WEAVOF
S4 MOVE L, S=50%, A=0, H=0
E ND
Select PF menu
>
Servie System Rel.WAIT Cond Set
ARC START CONDITION FILE
Cond No : [1]
Commnet : [Sample Welding]
Retry : <Ok,No>
Current : [200] A
Voltage : [ 20.0] V
Wait time : [0.10] sec
WCR Wait :<Disable,Enable>
POSE OF CURRENT STEP
X : [ 200.000] mm
Y : [1200.000] mm
Z : [ 240.000] mm
Rx : [-135.000] deg
Ry : [ 0.000] deg
Rz : [ 0.000] deg
Coordination:
.........
WEAVING CONDITION FILE
Cond No : [1]
Mode : <Single,Triangle,L>
Freq. : [2.5]Hz
Pattern Vertical : [2.0]mm
Horizontal: [2.0]mm
Angle : [90.0]deg
Forw Angle : [ 0.0]deg
CRATER CONDITION FILE
Cond No : [1]
Comment : [Sample Welding]
StickRecover: <Ok,No>
Current : [180] A
Voltage : [ 20.0] V
Crater time : [0.10] sec